CENTRIFUGAL PUMPS
Travaini centrifugal pumps come in different models and specifications to cater to different operational needs. They can handle a variety of liquids, including corrosive and non-corrosive substances, making them versatile for diverse industries. From the food and beverage sector, chemical processing, to water treatment facilities, their application is widespread.
One of the defining characteristics of Travaini centrifugal pumps is their robust design. They are built to withstand demanding environments and continuous operation, ensuring a long service life. Moreover, they feature advanced engineering designs that maximize efficiency and reduce energy consumption.
Travaini also emphasizes ease of maintenance with their pump designs. Their centrifugal pumps typically have fewer moving parts than other types, reducing wear and tear and making them easier to service. This results in lower maintenance costs and downtime, enhancing the overall operational efficiency.

TMA Multi Stage Pump

TBH Self Prime Pump

TBA Low NPSH Pump

TCH End Suction Pump

Hot Oil Pump
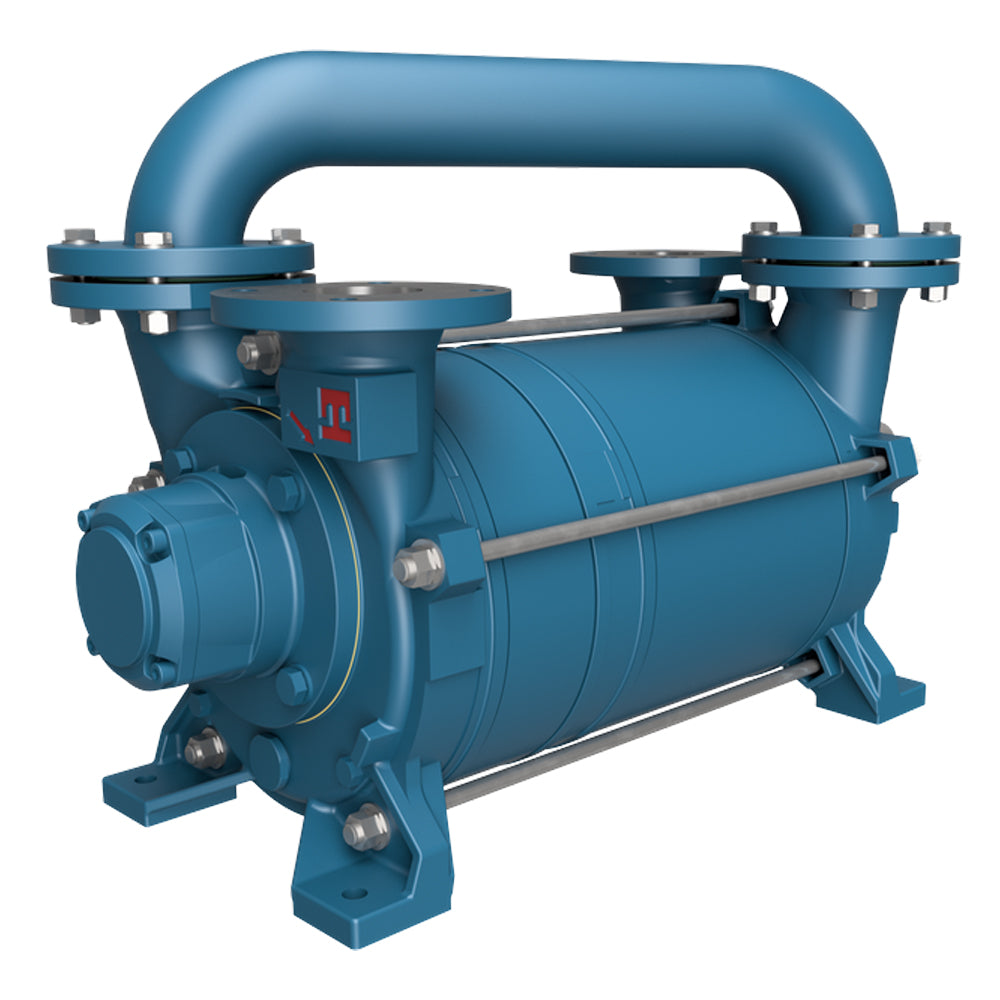
Vacuum Pumps
Travaini vacuum pumps are high-performance liquid ring vacuum pumps, manufactured by the Italian company Pompetravaini. Travaini's product range covers single-stage and two-stage vacuum pumps with a variety of capacity and vacuum level options, which makes them suitable for a diverse range of applications across numerous industries.
The operational principle behind Travaini vacuum pumps is based on liquid ring technology. In this design, a multi-blade impeller is positioned eccentrically within the pump casing. As the impeller rotates, the centrifugal force created by the rotation forms a liquid ring against the interior of the casing. This liquid ring and the impeller blades together create a series of sealed spaces. As the impeller rotates, the volume of these spaces changes, which generates suction and compression.
Travaini vacuum pumps are particularly recognized for their reliability, durability, and energy efficiency. These pumps are designed to operate continuously and maintain high performance under demanding conditions, making them a preferred choice for applications in industries such as chemical processing, food and beverage processing, medical technology, and more.
TRH Pump

TRS Pump
Speak To An Expert
Fill out the form below and one of our experts will contact you.